
5 Level Measurement Challenges in Petrochemical Plants (And How to Solve Them)

Petrochemical refining is a brutal environment for process instrumentation. Inside these massive complexes, level tracking is not just about keeping tabs on inventory; it is a fundamental pillar of plant safety, environmental containment, and process efficiency. When a level reading drifts or fails entirely on a high-pressure distillation column or an acid storage tank, the consequences can range from costly unscheduled downtime to severe safety hazards.
Across European industrial hubs-from the dense chemical clusters in the Netherlands and Germany to major refining assets in France and the UK-plant operators face an evolving landscape. Facilities are pushing for longer operational cycles while meeting some of the strictest environmental and safety regulations in the world.
Achieving accurate level measurement under these conditions requires overcoming a specific set of physical and chemical hurdles. Let us dive into the five most common level tracking challenges in modern petrochemical applications and look at the practical, field-proven engineering solutions used to solve them.
1. High-Pressure, High-Temperature (HPHT) Hydrocarbon Processing
Many core petrochemical processes, like thermal cracking or high-pressure distillation, operate at extreme limits. When process temperatures exceed 300 Degree Celsius and pressures climb past 100 bar, standard electronic instruments often hit their limits.
The Challenge
Electronic level transmitters, such as guided wave radar (GWR) or ultrasonic sensors, rely on sensitive internal components. High process heat can bake the electronics if they are not isolated correctly. Furthermore, rapid changes in temperature and pressure alter the dielectric constant of the vapor space above hydrocarbon liquids. This shift throws off radar calibration, leading to false or drifting level readings.
The Solution
For pure, high-visibility visual validation paired with a rugged physical layout, mechanical bypass systems are the standard engineering answer. A heavy-duty magnetic level gauge or a specialized transparent glass gauge built to ASME Class 900 or 2500 specifications provides a highly reliable mechanical fallback.
By utilizing an external bypass chamber mounted to the side of the vessel, the process fluid is contained in a rugged, solid-walled metallic structure. If electronic transmission is still needed for the central control room (DCS), a magnetostrictive transmitter can be strapped to the outside of the magnetic gauge chamber. This keeps the sensitive electronics isolated from direct process heat, ensuring a highly accurate reading that remains unaffected by changes in gas-phase density or vapor space composition.
2. Dealing with Flashing Fluids and Boiling Liquids
Boiling liquids, liquefied gases, and light hydrocarbons have a tendency to "flash" - suddenly vaporize into gas - when pressure drops or temperature increases slightly. This is incredibly common in light-end recovery units and LPG storage spheres.
The Challenge
When a liquid is boiling or flashing, the surface inside the vessel becomes highly turbulent, covered in thick foam, or filled with rising gas bubbles.
- Radar systems can lose their signal return because the irregular, foaming surface scatters the microwave energy.
- Differential pressure (DP) cells struggle because the boiling action creates rapid, localized pressure spikes that the sensor interprets as erratic level changes.
- Standard mechanical floats can bounce wildly, leading to broken linkages or noisy data.
The Solution
The most effective way to handle a flashing fluid is to isolate the measurement zone from the main vessel's turbulence. Installing a bypass chamber acts as a natural dampener.
Inside this quiet zone, gas bubbles can freely escape up into the vapor space without disturbing the liquid level. For magnetic gauges, engineers utilize specialized "oversized" chambers and slotted floats. This design provides extra clearance around the float, allowing flashing gas bubbles to rise past it without causing the float to lift prematurely or get stuck.
3. Corrosive Media and Aggressive Chemical Attacks
Petrochemical plants process plenty of nasty fluids - including sulfuric acid, hydrofluoric acid, sour crude containing high hydrogen sulfide (H2S) levels, and highly alkaline wash waters.
The Challenge
Standard 316 Stainless Steel simply cannot survive long-term exposure to these aggressive chemicals. Pitting, cracking, and general wall thinning can lead to catastrophic containment failures. In glass level gauges, highly alkaline fluids or hydrofluoric acid will actively attack the borosilicate glass face, causing "glass washing" where the material thins out and clouds over until it eventually breaks under pressure.
The Solution
As an established Level Measurement Manufacturer, the answer always comes down to metallurgy and material science. When dealing with aggressive acids or sour gas, instrumentation chambers must be fabricated from advanced, high-nickel corrosion-resistant alloys (CRAs) such as:
- Hastelloy C-276
- Inconel 625
- Monel 400
- Titanium
For applications where even high-end alloys struggle, heavy-walled carbon steel or stainless steel chambers lined with fluoropolymers like PTFE, PFA, or ETFE offer an excellent alternative. If a glass gauge must be used on an acid loop, it should always feature a high-purity mica or PCTFE shield clamped tightly against the inside face of the glass. This shield acts as a physical barrier, stopping the process fluid from making direct contact with the borosilicate material.
4. Product Coating, Caking, and Viscous Slurries
Bottoms product from distillation towers, heavy crudes, asphalt, and polymerizing monomers are thick, sticky, and highly viscous.
The Challenge
Viscous fluids like to leave behind a thick coating on anything they touch. If you use a guided wave radar, the sticky product coats the probe, causing the signal to track the dried coating rather than the actual fluid level. If you use a standard internal float system, the sticky residue builds up inside the chamber until the float jams completely.
The Solution
When dealing with heavy build-up, non-contact measurement or specialized high-buoyancy mechanical systems are required.
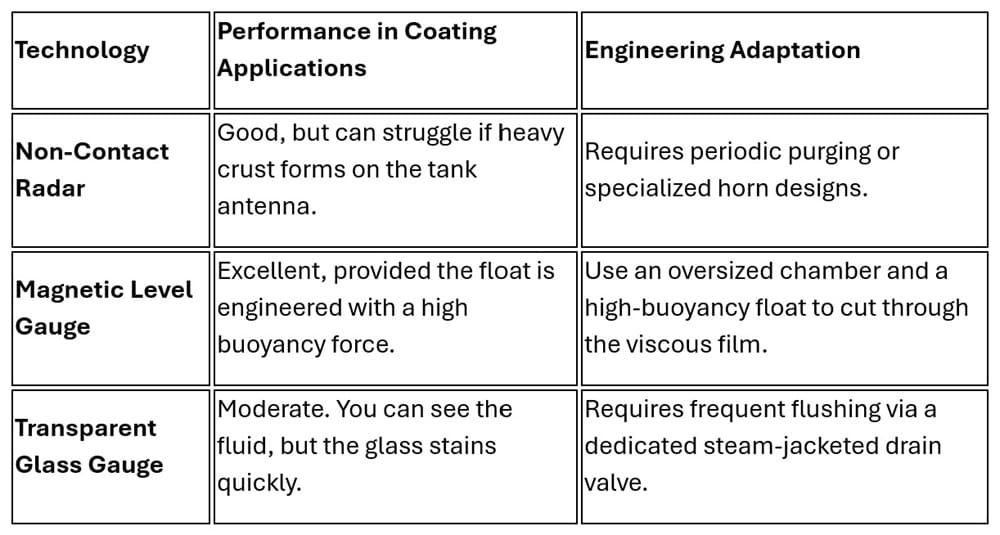
To prevent the product from cooling down and hardening inside a bypass chamber, the instrument should be ordered with an integrated steam or hot-oil thermal jacket. Keeping the fluid hot ensures it maintains a low viscosity, allowing it to drain cleanly out of the chamber and preventing the float from binding.
5. Interface Level Measurement Between Immiscible Liquids
Petrochemical processes frequently require separating two distinct liquids inside a single vessel - such as oil and water, or a hydrocarbon product floating on top of an acid catalyst layer.
The Challenge
Tracking the overall top liquid level is simple, but tracking the invisible interface line where the two fluids meet is incredibly difficult. If the two liquids have similar dielectric constants, radar waves will pass right through the interface without reflecting a clean signal back to the receiver. Emulsion layers - where the two fluids mix into a murky mid-layer - further confuse electronic instruments, leading to unstable tracking.
The Solution
Mechanical buoyancy remains one of the most reliable ways to solve this problem. Because the laws of density do not change, a magnetic level gauge float can be weighted to a highly specific target.
- The Buoyancy Principle: An interface float is engineered to be heavier than the specific gravity (SG) of the upper, lighter hydrocarbon liquid, but lighter than the SG of the heavier bottom fluid (like water or acid).
As long as there is a minimum density difference of at least 0.05 g/cm3 between the two phases, the float will sink right through the top layer and float securely on top of the bottom layer. This gives operators a clear, continuous, and highly visible read on the exact location of the interface line, completely independent of changing electrical properties or vapor clouding.
Navigation the European Compliance Landscape
Executing a petrochemical project in Europe means balancing these functional engineering choices with strict regional standards. When specifying Level Measurement Solutions, procurement teams and EPC contractors must ensure compliance with several critical regulatory pillars:
- Pressure Equipment Directive (PED 2014/68/EU): Because petrochemical vessels operate under intense pressure, any bypass chamber or glass gauge body is legally classified as a pressure vessel. It must carry full CE marking and conform to strict manufacturing, welding, and non-destructive testing (NDT) criteria.
- ATEX Directive (2014/34/EU): Petrochemical atmospheres are inherently hazardous. Any electrical component tied to a level instrument - whether it is an illuminated background for a transparent glass gauge or a switch on a magnetic indicator rail - must feature appropriate flameproof (Ex d) or intrinsically safe (Ex i) ATEX certification.
- Functional Safety (SIL / IEC 61508): For safety-instrumented systems (SIS) tasked with preventing overfills or tank run-dry scenarios, level instruments must be backed by verifiable failure-rate data (FMEDA reports) to achieve SIL 2 or SIL 3 loops.
Working with an experienced Level Instruments Manufacturer & Supplier in Europe ensures that all your documentation - from EN 10204 3.1 material traceability certificates to radiography weld reports - aligns perfectly with local plant guidelines, saving weeks of head-scratching during final commissioning.
Conclusion
Every petrochemical level loop presents a unique puzzle. Whether you are dealing with the extreme pressures of a refinery cracker, the corrosive environment of an alkylation unit, or the tricky tracking of an oil-water interface, matching the right instrument to the exact process chemistry is key.
While advanced electronics have their place in modern control loops, rugged mechanical instruments like high-pressure magnetic level gauges and robust glass gauges continue to serve as the reliable backbone of process safety across Europe. By understanding these five primary challenges and designing your instrumentation skids around them, you can dramatically improve plant uptime, protect your field operators, and keep your process safely contained.
Frequently Asked Questions
What is an europe level gauge, and how does it differ from global standards?
An europe level gauge typically refers to an industrial level indicator designed and stamped in full compliance with European harmonized pressure standards, specifically the Pressure Equipment Directive (PED) and relevant welding qualifications. While the core operating principles match global standards like ASME, the raw material tracking, pressure rating calculations, and certified testing procedures must satisfy European Union safety benchmarks.
How do changes in process temperature affect float-based level measurement?
When a liquid heats up, its density (specific gravity) decreases. Because mechanical floats rely on buoyancy, a significant temperature swing can cause a float to ride slightly lower in the fluid than it did at ambient temperature. When designing high-performance level systems, manufacturers calibrate the internal float's weight against the operating density of the fluid, ensuring perfect accuracy at full process temperature.
Can magnetic level gauges be used in high-vibration refinery environments?
Yes, but they require proper engineering. High vibration from nearby pumps or compressors can cause standard flag indicators to rattle or flip falsely. To solve this, high-quality indicator rails utilize magnetized flags or rollers that lock into place magnetically, ensuring they only flip when the internal float passes directly behind them.
What maintenance is required for a bypass level chamber on a dirty hydrocarbon line?
Bypass chambers should be specified with a dedicated vent and drain valve. On dirty lines, a regular maintenance schedule should include isolating the chamber from the process vessel and flushing it through the drain valve with a cleaning solvent or steam to clear out settled solids, polymer buildup, or heavy sludge.
Partner with Bliss Europe for Engineering Precision
At Bliss Europe, we engineer and manufacture specialized process instrumentation capable of withstanding the most demanding petrochemical environments. Based in the Netherlands, we serve major industrial sites, EPC contractors, and plant buyers throughout the UK, France, Germany, and beyond.
Whether you need a heavy-duty Magnetic Level Gauge Manufacturer or custom-engineered Glass Gauge Manufacturer solutions for an upcoming turnaround, our experienced engineering team is ready to analyze your process data sheets and deliver fully certified, PED-compliant instrumentation.
Take the Next Step
- Request a Technical Quote: Submit your operational pressure, temperature, and specific gravity metrics directly to our sales office.
- Contact Our Engineering Team: Discuss exotic metallurgy choices (Hastelloy, Monel, Titanium) or custom mounting dimensions for your project.
- Download Technical Datasheets: Gain immediate access to dimensional drawings, pressure-temperature curves, and ATEX/PED compliance portfolios.